")

The Venturi scrubber separates gas and dust particles. The purpose of the separation tank is to separate the scrubbed gas and the liquid phase and to act as a buffer before the scrubbing liquid is distributed.
Venturi scrubbers are mainly used for: dedusting.
The gas enters the scrubber from the side or from the top. In the same direction of flow as the gas, the liquid is injected into the scrubber through a single nozzle or an evenly spaced array of nozzles at the top. The combined flow is then massively accelerated because it’s directed through the steadily narrowing Venturi throat. In contrast to the liquid drops, the gas and the dust particles quickly reach speeds of up to 150 m/s. Very high relative speeds between the gas and liquid occur.
The resulting shearing forces break up the liquid drops into tiny droplets. At the same time, due to their inertia the dust particles will no longer be able to follow the flow of the gas. They are hurled onto the droplets and separated out as a result. The energy that has to be transmitted in order to generate relative speeds manifests itself in the pressure consumption of the Venturi scrubber. This is compensated for by a mechanical blower.
The Venturi scrubber that doesn’t actively convey the dust is ideal for removing dust with particle sizes less than 3 μm
The resulting shearing forces break up the liquid drops into tiny droplets. At the same time, due to their inertia the dust particles will no longer be able to follow the flow of the gas. They are hurled onto the droplets and separated out as a result. The energy that has to be transmitted in order to generate relative speeds manifests itself in the pressure consumption of the Venturi scrubber. This is compensated for by a mechanical blower.
The Venturi scrubber that doesn’t actively convey the dust is ideal for removing dust with particle sizes less than 3 μm
The downstream swirl droplet separator is used to separate the fine droplets caught in the gas flow.Depending on the engineering requirements, further components can also be added.
Advantages of the Körting Venturi scrubbers
1
Their designs are simple and compact
1
Little maintenance is required
1
They offer high levels of reliability and availability
1
There is no fire risk in the scrubber
1
There is no fire risk in the scrubber
A typical Körting Venturi scrubbing plant consists of:
1
Venturi scrubber
1
Separation tank
1
Swirl droplet separator (DTA)
Size
The Körting Venturi scrubbers are only supplied as customised solutions for gas flows of 1000 to 125000 m³/h, in single or multi-stage designs
Applications
Wet operation enables separation of dust in the following cases:
- where the dust has critical characteristics, i.e. it’s hygroscopic, swells or is sticky, which rules dry separation in bag filters out
- after drying systems
- when it comes from steam systems with a hot condensate as scrubbing liquid
- after firing processes (e.g. soot) where the hot flue gas is cooled at the same time
- when it arises from filling mixing and agitating systems
Materials
- carbon steel, stainless steel
- steel with coatings rubber, Halar, etc.
- plastics: GFK, PP, PVC, PVDF reinforced and non-reinforced
- special materials
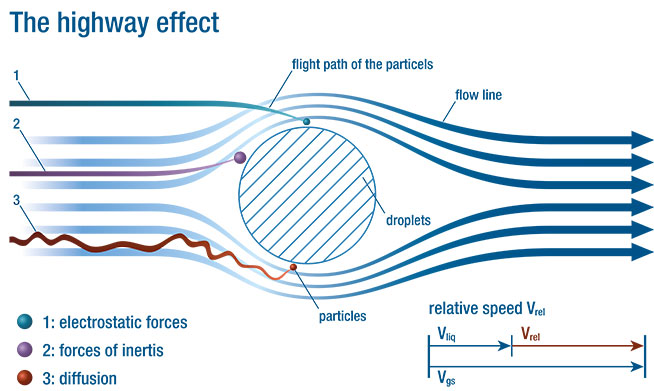
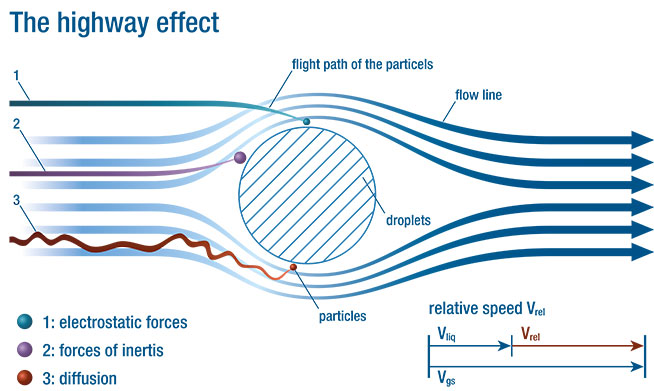
The highway effect
The separation efficiency of the Venturi scrubber is gauged by the pressure consumption of the gas. This is proportional to the relative speed. The higher the relative speed and therefore the pressure consumption too, the smaller the size of dust particles that can be separated. This process is comparable with flies getting caught on a car windscreen on the motorway. The higher the speed of the vehicle, the smaller the size of the flies that are caught on the windscreen. This is why this process is called the highway effect.
Dedusting and fractional degrees of separation
Dedusting depends on:
- the diameter and density of the particles
- the number and diameter of the droplets
- the relative speed between the droplets and particles
{kind=link}
The greater the density of the dust, the diameter of the particles, the relative speed to the droplets and the greater the number of tiny droplets, the better the separation. For a known distribution of particle sizes and a desired degree of separation the energy required (by the fan) can easily be identified. However, for an unknown distribution of particle sizes this is not possible. In this case, further on-site analysis is required in order to get a clearer idea of the particle size distribution.
DOWNLOAD
DOWNLOAD BROCHURE
ENQUIRY QUESTIONNAIRE